
Группировка и сложность деталей
Изготовление бронедеталей для первых танков А-34 (будущих Т-34) было разделено на несколько групп по сложности. Наиболее трудоемкими в первой группе были крупногабаритные бортовые листы корпуса и листы подкрылков, требовавшие сложной механической обработки кромок. Остальные детали этой группы, такие как различные мелкие элементы, из-за своих размеров представляли меньшую сложность.
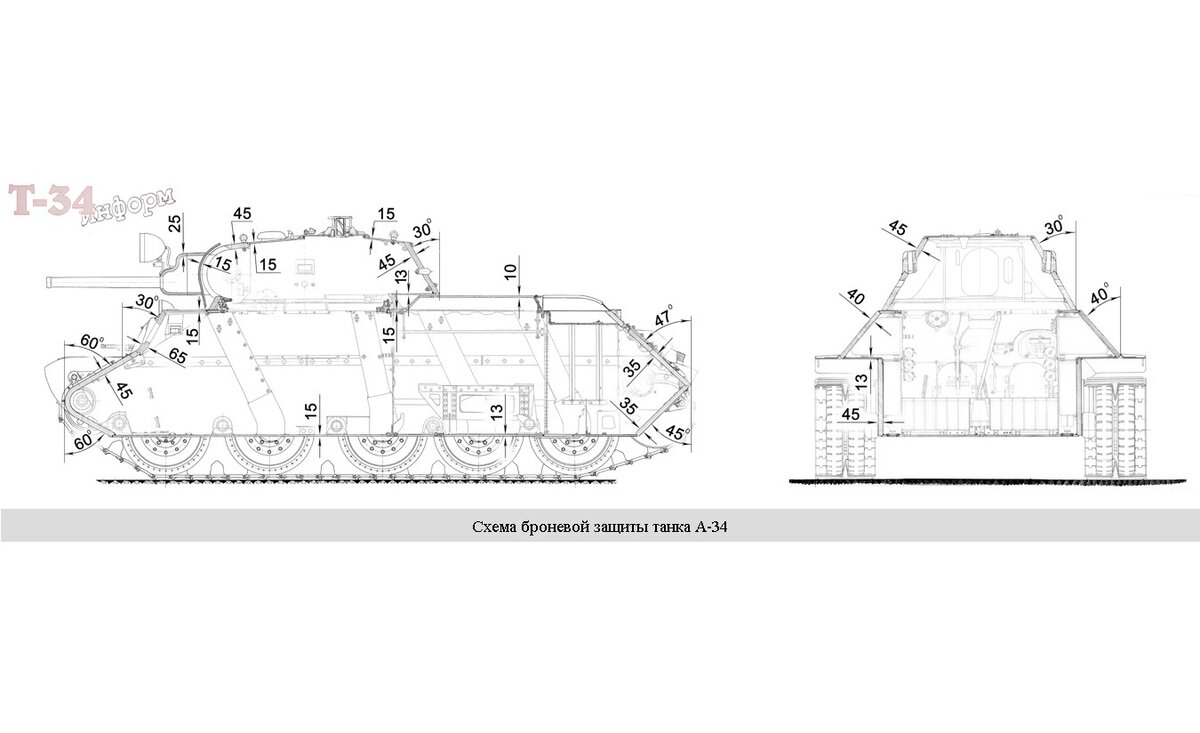
Ко второй группе отнесли ключевые элементы башни: лобовой лист, а также переднюю и заднюю обечайки. Особняком стоял лист носа корпуса (третья группа), который требовал загибки на угол 60°. Правый и левый листы башни считались комбинированными деталями, так как для их создания требовались и вальцовка центральной части, и штамповка задней части в конических штампах.
Неприспособленность производства
Главной проблемой было то, что оборудование Мариупольского завода изначально не было рассчитано на выпуск столь крупных и сложных броневых деталей. Как отмечалось в отчете исследовательской лаборатории завода, механическая обработка, штамповка, правка и термическая обработка деталей толщиной 35-45 мм становились "чрезвычайно трудной задачей" из-за неподходящего оборудования.
Технологическая цепочка изготовления
Для первых двух танков А-34 были отобраны лучшие листы из опытных плавок стали "МЗ-2". Заготовки вырезали по чертежам, без шаблонов, чтобы уложиться в сроки. На каждой заготовке оставляли места для контрольных проб. После вырезки большинство заготовок прошли высокий отпуск для снятия напряжений, а затем правку на мощных прессах или вальцах.

Примеры сложнейших операций
Лист носа корпуса: Изготовление этой детали размером более 2,5 метров с углом загиба 60° потребовало создания специальных штампов для 3000-тонного пресса. Из-за ограничений пресса высоту штампа пришлось уменьшить, что усложнило процесс. Штамповка велась в горячем состоянии, сопровождалась трудностями с центровкой и привела к отклонениям в размерах, потребовавшим долгой дополнительной правки. Одна из четырех деталей дала трещину.
Листы башни: Их изготовление сочетали штамповку на 500-тонном прессе и загибку на вальцах. Штамп был сварным, его установка и центровка заготовки массой около 800 кг, которую приходилось подавать вручную, были крайне сложны. Загибка на вальцах требовала подстройки оборудования и двукратного нагрева.
Лобовой лист башни: Загибка этого тяжелого (1,5 тонны) листа на вальцах из-за отсутствия механизации и недостаточной мощности оборудования проводилась с тремя повторными нагревами, что отнимало много времени.
Обратите внимание: Игра которая смогла.Часть 1.
Проблемы механической и термической обработки
Обработка фасок на бортовых листах корпуса была крайне трудоемкой из-за фасонного профиля и неудобства установки крупногабаритных деталей на станки. Кустарные приспособления приходилось постоянно менять.
Особую головную боль представляла термическая обработка. Печи и закалочные ванны не были рассчитаны на такие габариты. Например, низкий отпуск бортовых деталей проводили в селитровых ваннах с кантовкой, что для валового производства было неприемлемо из-за неравномерности прогрева. Правка деталей после закалки из-за недостаточной мощности вальцов и прессов занимала от 10 до 12 часов на каждую.
Итоги и показатели
Несмотря на все трудности, в конце ноября 1939 года Мариупольский завод завершил и отгрузил на завод № 183 два комплекта бронедеталей для А-34. Для этого было переработано 177,3 тонны стали "МЗ-2". Расходный коэффициент (отношение массы слитка к массе готовых деталей) составил 6,88, что было сопоставимо с показателями Ижорского завода по производству брони для Т-28 в 1937 году. Себестоимость новой стали оказалась в 1,83 раза ниже, чем у аналога Ижорского завода.
Предыдущие части: #от_танков_бт_к_танку_т-34
Теги записи: #танк т-34 #т-34 #танки ссср #средний танк #танки второй мировой #великая отечественная война
Источник - http://alternathistory.com/ot-legkih-tankov-bt-k-srednemu-tanku-t-34-chast-11-sozdanie-opytnyh-obraztsov-tanka-t-34/
👉 Подписывайтесь на канал Альтернативная история ! Каждый день — много интересного из истории реальной и той которой не было! 😉
Больше интересных статей здесь: История.
Источник статьи: От легких танков бт к среднему танку т-34. Часть 11. Принять на вооружение в ркка. Опытные образцы танка т-34. Глава 2.