
Когда смотришь на массивный танк, сложно представить, что эта стальная махина может буквально покрыться паутиной трещин и потерять прочность еще до того, как попадет на поле боя. Однако именно с такой проблемой столкнулись инженеры на заре танкостроения. Особенности броневой стали создавали серьезные вызовы, которые приходилось решать уже в условиях военного времени.
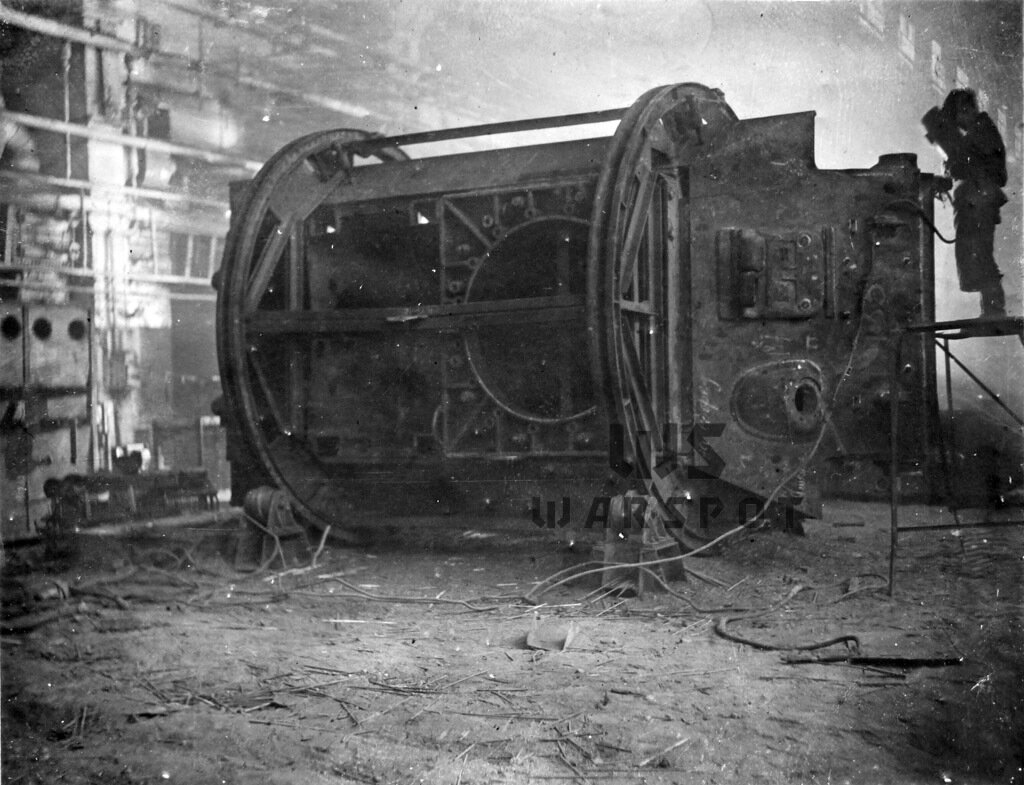
Сварка корпуса танка Т-34 в кантователе
Приветствие читателям
Здравствуйте, уважаемые читатели и подписчики сайта #fon-kraft! Рад приветствовать всех, кто увлекается моделизмом, технологиями, их историей и развитием.
В одной из предыдущих статей я рассказывал о том, «Как варилась сталь». Признаюсь, я и сам был удивлен: оказалось, создать броневую сталь — задача не из простых. А превратить ее в готовое изделие — и вовсе высший пилотаж. Со стороны может казаться, что все просто, но реальность часто вносит свои коррективы, причем не только в моделизме, но и в серьезном производстве.
Танк - это просто! Танк - это сложно | Как создавался Т-34. Часть 1. Броня
Fon-Kraft
11 февраля
Продолжение истории создания Т-34
Сегодня мы продолжим наш разговор и углубимся в тему сборки танковых корпусов.
Для тех, кто не читал первую часть, напомню кратко: в 1939 году группа советских металлургов вела переговоры с немецкой сталелитейной корпорацией Круппа с целью получить образцы корабельной броневой стали. Немецкие специалисты, ознакомившись с советскими техническими условиями, заявили, что такие высокие требования по противоснарядной стойкости невыполнимы для любой фирмы в мире. Это заставило СССР разрабатывать собственную сталь. Так появилась советская броневая сталь 8С, которая стала основой для танков.
Проблемы сварки сверхтвердой брони
Высокотвердая гомогенная бронесталь 8С обладала отличными защитными свойствами, но создавала огромные сложности при механической обработке и, особенно, при сварке. Интересно, что настолько твердая броня в период Второй мировой войны применялась только в Советском Союзе.

В советское время не было принято говорить о дефектах, сопровождавших производство легендарных «тридцатьчетверок». Общественности не рассказывали о многочисленных трещинах, возникавших при сварке корпусов и башен этих средних танков.
Любопытно, что тяжелые танки КВ и позднее ИС этой проблемы были лишены — их более пластичная броня средней твердости гораздо лучше переносила напряжения при сварке.
Поиск решений и заимствование опыта
Начиная с 1942 года инженеры «Броневого института» (ЦНИИ-48) предложили целый комплекс мер для упрощения производства бронекорпусов и модернизации технологии сварки. Некоторые узлы решили вообще не сваривать. Например, крепление передних и задних рам перевели на клепку. Это решение во многом было заимствовано после тщательного изучения немецкой бронетехники. Логика проста: деталь не лопнет вдоль сварочного шва, если ее не сваривать, а соединить иным способом.
Обратите внимание: Игра которая смогла.Часть 1.
Лобовые и бортовые детали теперь предписывалось сваривать только специальными аустенитными электродами, которые лучше подходили для работы с трудносвариваемыми сталями.
Теперь до 10% и более всех электродов, расходуемых на один танк, были аустенитными. Согласно данным из книги Никиты Мельникова «Танковая промышленность СССР в годы Великой Отечественной войны», на один Т-34-76 уходило около 400 электродов, из которых 55 были аустенитными.
Использование этих электродов требовало строгого соблюдения технологии. Например, был запрет на работу при токах выше 320А, так как перегрев области шва приводил к деформациям при остывании и, как следствие, к трещинам.

Почему в Германии не было автоматической сварки танковых корпусов? | История удивила даже меня самого
Fon-Kraft
4 февраля
Автоматическая сварка: преимущества и подводные камни
Как уже упоминалось, в Германии автоматическую сварку не использовали, что серьезно замедляло производство. Однако и в Советском Союзе внедрение сварочных автоматов (знаменитых «машин Патона») сопровождалось проблемами. Наряду с несомненными плюсами — высоким качеством шва и скоростью — автоматизация потребовала высококачественных материалов и безукоризненного соблюдения технологии. Это была неизбежная плата за революционный метод, кардинально повлиявший на темпы выпуска танков.
Если присадочная проволока была загрязнена серой, углеродом или фосфором (или, наоборот, в ней не хватало марганца), это неизбежно вело к образованию трещин прямо в сварочном шве. Крайне важна была и тщательная подготовка деталей. Они должны были иметь строго выдержанные размеры. В противном случае детали приходилось «натягивать» на стапеле, создавая опасные внутренние напряжения. Даже небольшое отклонение силы сварочного тока приводило к дефектам: пористости, ноздреватости и непроварам.
Проблемы роста и человеческий фактор
Учитывая, что к работе на сварочных автоматах часто допускались недостаточно квалифицированные рабочие (лучшие сварщики были заняты на ручной сварке), возможность брака была высокой. Квалифицированных специалистов привлекали в основном для исправления дефектов, допущенных автоматами.
Резкий рост производительности танковых заводов к 1943 году привел к неожиданной проблеме: смежные производства не всегда поспевали за танкостроением. Станки работали на износ, порой не хватало даже простейших контрольно-измерительных приборов вроде амперметров, ощущалась нехватка качественных электродов. Все это периодически вызывало «всплески» трещинообразования в серийных Т-34.
... продолжение следует ...
#промышленность ссср #технология металлов #довоенная промышленность #танковая броня #танки ссср #вторая мировая война #история #ссср и германия
Больше интересных статей здесь: История.
Источник статьи: Танк - это просто! Танк - это сложно | Как создавался т-34. Часть 2. Сварить и не треснуть!.